
电镀工艺是重要的表面处理技术,结构设计师了解电镀工艺知识有重要作用。结构设计师在设计产品时,不仅要考虑产品的形状、尺寸和功能,还需要考虑产品的外观要求。电镀工艺可以改变产品表面的颜色和光泽度,提高产品的美观性;电镀层也能提产品外壳的耐腐蚀性,延长产品的使用寿命。因此,结构设计师需要了解电镀工艺的基本原理、电镀材料的选择、电镀过程中的注意事项等知识,以便在设计时选择合适的电镀方案,确保产品的质量和性能。

61.何谓分散能力和深镀能力?
答:分散能力是指镀层在零件上厚薄分布的情况。镀层厚度在零件各部位分布均匀称分散能力好,反之为分散能力差。
深镀能力又叫遮盖能力,是指在零件各部位镀上金属层的情况,而不研究其厚度分布情况。它与分散能力是两种概念,不要混淆在一起。但它们之间亦有一定的联系,一般来说分散能力好则深镀能力也好,而深镀能力不好,则分散能力亦不好。
62.影响分散能力的因素有那几个方面?
答:影响分散能力的因素主要有:几何因素和电化学因素。
几何因素主要是指镀槽的形状、阳极的形状、零件的形状以及零件与阳极的相互位置、距离等。其要素是尖端放电、边缘效应、阴阳极的距离等,它主要是影响电镀的电流分布。例如镀铬时往往要考虑如何装挂零件,用什么阳极及阳极的位置等,这都是为了改善电流的分布,提高分散能力。
电化学因素包括极化作用、电流密度、溶液的导电度以及电流效率等。一般来说,提高阴极极化作用,可改善分散能力。提高电流密度,能增加阴极极化作用,改善分散能力。当提高溶液的导电度不严重降低阳极极化作用时,可提高分散能力。电流效率若随电流密度升高而降低时,降低电流效率可提高分散能力。
63.怎样才能取得均匀的镀层?
答:取得均匀镀层的方法,除了选择合理的溶液成分、改进配方外,合理的操作、装挂零件及采取一些特殊的措施,在生产中是非常重要的,通常使用的方法有:①冲击电流:在电镀开始用较大的电流(比正常电流大2~3倍)进行短时的冲击电镀。②合理装挂零件:使零件处在最佳的电流分布状态下,同时又不使析出的气体停滞在零件的盲孔、低洼部分。③根据可能调节阴、阳极之间的距离,缩小阴极不同部位(即零件的凹凸部分)与阳极之间的距离比。④利用“象形”阳极来改善电流分布。⑤利用保护阴极和屏蔽保护来降低电力线集中部位的电流密度。
64.什么是辅助阳极?
答:在电镀各种产品、零件过程中,一些形状复杂,又需要均匀镀上镀层或内孔要有镀层的管状零件等均要在低电流密度区另加阳极以尽量使电流均匀分布,这种另加的阳极就叫做辅助阳极。如水管镀锌内孔使用铁辅助阳极等。
65.什么是保护阴极?
答:在电镀中对一些阴极电流操作范围较窄的镀种或形状较为复杂的零件,为防止边角烧焦,在零件的尖端处或镀槽阴极两端焊(或挂)上金属保护线,以分散阴极上的电流。这种金属保护线就叫做保护阴极。
66.析氢对电镀有何影响?
答:析氢在电镀过程中,几乎是不可避免的。析出的氢渗入镀层和基体金属产生氢脆,影响零件的机械性能。如果析出的氢以气泡形式停留在零件表面,则会造成镀层的孔隙和麻点。消除的方法是加入氧化剂、湿润剂及镀后除氢处理等。有机杂质的存在对氢有吸附作用,使氢气泡滞留在阴极表面不易逸出,则更易出现针孔和麻点。
加强镀液搅拌,对减少氢气在镀件上滞留会有一定的作用。
67.在除油工艺中,有机溶剂(三氯乙烯等)适宜于除去什么油脂?
答:宜于除去零件上的非皂化类的矿物油脂。工业上的油脂,按其来源可分为动、植物油和矿物油。动、植物油在碱性条件下,发生皂化反应,所以又叫做“皂化油”;矿物油无此作用又叫“非皂化油”。
皂化类油脂可以用碱很好地除去,非皂化类油脂因不和碱起化学作用,故不能用碱把它们除去。而有机溶剂能很好地溶解非皂化类的油脂,所以它们最适宜于除去非皂化类的矿物油脂。
68.试述电解除油的原理?
答:电解除油时,不论零件作为阴极还是阳极,其表面都大量的析出气体,这个过程实质是水的电解:
2H2O=2H2↑+O2↑
当工件作为阳极时,其表面上进行的是氧化过程并析出氧气:
4OH--4e=O2↑+2H2O
当工件作为阴极时,其表面上进行的是还原过程并析出氢气:
4H2O+4e=2H2↑+4OH-
电极表面上大量气体的析出,对油膜会产生强大的冲击和乳化作用。当把粘附有油膜的工件浸入碱性电解液时,由于油与碱液界面张力减少,油膜产生了裂纹。与此同时,电极由于通电而极化,电极极化虽然对非离子型油类没有多大作用,但是它却使金属与碱液间的界面张力大大降低,因此很快地加大了二者的接触面积,从而排挤附着在金属表面上的油污,使油膜进一步破裂成小油珠。由于电流的作用,在电极上生成了小气泡(氢气或氧气),这些气泡很易于滞留在油珠上,新的气体不断产生,气泡就逐渐变大,在气泡升力的影响下,油珠离开金属表面的趋势增大,当气泡的升力足够大时,它就带着油珠脱离金属表面跑到液面上来了。
由此可见,碱性溶液中的电化学除油过程是电极极化和气体对油污机械撕裂作用的综合过程。
69.电解除油与化学除油比较有什么特点?
答:电解除油溶液的组成和化学除油溶液大致相同。电化学除油的速度常较化学除油的速度高,油污清除得更干净。电化学除油液中的碱度可以比化学除油时降低一些,因为此时皂化作用不是主要的,另外也不必添加乳化剂。若使用乳化剂,则它们会形成大量泡沫浮在溶液表面上,因而阻碍氢气和氧气的顺利逸出。当电接触不良而打火时易造成爆炸事故。为保证电镀层质量,在零件入槽电镀前,多采用电化学除油。
70.阴极电解除油与阳极电解除油有什么不同?
答:电解除油在阴、阳极上都可进行,阴极除油与阳极除油特点各不相同。
阴极除油的特点是:析出的气体为氢气,气泡小、数量多、面积大,因而除油效率高,不腐蚀零件;缺点是:产生氢脆,有挂灰。
阳极除油的特点是:无氢脆、无灰渣;但缺点是效率低,对有色金属腐蚀性大。






 利润增长的黄金比例!电子产品外壳设计成本数字优化攻略
利润增长的黄金比例!电子产品外壳设计成本数字优化攻略 数码产品外壳定制,省成本新战略曝光!你绝对不能错过
数码产品外壳定制,省成本新战略曝光!你绝对不能错过 产品工业设计是要快速落地,不是花拳绣腿
产品工业设计是要快速落地,不是花拳绣腿 10款被网友疯狂转发创意产品设计
10款被网友疯狂转发创意产品设计 产品设计需要了解镀涂层检验标准
产品设计需要了解镀涂层检验标准 一份用钱都买不到的三防产品结构设计资料
一份用钱都买不到的三防产品结构设计资料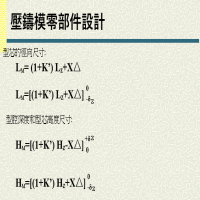 产品设计要有模具思维-壓鑄模零部件設計
产品设计要有模具思维-壓鑄模零部件設計 大型产品外观设计必知技巧
大型产品外观设计必知技巧 造型设计费用核算策略(分产品造型设计的心理策略)
造型设计费用核算策略(分产品造型设计的心理策略) 产品外观色彩搭配的艺术(产品外观色彩搭配的艺术手法)
产品外观色彩搭配的艺术(产品外观色彩搭配的艺术手法) 创新设计:结构造型的视觉诱惑(创新设计概念)
创新设计:结构造型的视觉诱惑(创新设计概念) 产品外观设计费用探秘报告
产品外观设计费用探秘报告 家电外观设计对品牌影响(家电外观设计语言描述)
家电外观设计对品牌影响(家电外观设计语言描述) 关注官方微信
关注官方微信


