
影響壓鑄件尺寸精度的因素:
影響壓鑄件尺寸精度的因素有很多,其中包括壓鑄模具的精度、壓鑄材料的性質、壓鑄過程中的溫度控制、壓力大小和壓鑄速度等因素。模具的精度直接關聯到壓鑄件的尺寸精度,如果模具制造不精確,壓鑄件的尺寸也會出現偏差。壓鑄材料的性質,如流動性、收縮率等,會對壓鑄件的尺寸精度產生影響。此外,壓鑄過程中的溫度、壓力和速度等參數的控制也至關重要,這些參數的不合理設置會導致壓鑄件的尺寸出現偏差。因此,要確保壓鑄件的尺寸精度,必須在這些方面進行精細的控制和調整。

1)壓鑄件的收縮率的影響
L'-L
計算收縮率:K= ---------------- x100%
L
K------計算收縮率
L' ------常溫下模具成型零件的尺寸
L ------常溫下壓鑄件的尺寸
* 收縮率不準確而產生的壓鑄件尺寸偏差一般需要控製在該產品尺寸
公差△的1/5以內.(鋅合金一般取千分之五為壓鑄件的收縮率)
2)成型零部件製造偏差的影響(包括加工偏差,裝配偏差)
δZ= 1/4 ~1/5 △
3)磨損的影響
δC= 1/6 △
4)模具結構及壓鑄工藝的影響
尺寸計算:
LM+ δZ/2=(LZ -△/2 )+ (LZ - △/2)K’
-δC/2
a 型腔徑向尺寸:
LM=[(1+K’) LZ-X△]
=(1+K’) LZ-1/2(△ +δZ+δC )
K’------預定收縮率的平均值
LM ------模具型腔的徑向尺寸
LZ ------壓鑄件的徑向尺寸
X-------修正數,0.5~0.7 一般X=0.5
+δZ
LM=[(1+K’) LZ-X△]
0
b 型芯的徑向尺寸:
LM= (1+K’) LZ+X△
0
LM=[(1+K’) LZ+X△]
-δZ
c 型腔深度和型芯高度尺寸:
+δZ
HM=[(1+K’) HZ-X△]
0
0
HM=[(1+K’) HZ+X△]
-δZ
在产品设计过程中,确保压铸件尺寸精度的因素至关重要。除了模具设计、材料选择和压铸工艺参数,我们还需要考虑设备的精度和稳定性。设备的性能直接影响压铸件的尺寸精度,因此选用高精度、稳定性好的设备是关键。此外,操作人员的技能水平和经验也不容忽视。他们的操作习惯和技术水平会对压铸件尺寸精度产生直接影响。因此,培训和选拔技术精湛的操作人员同样重要。综合考虑这些因素,我们可以更好地控制压铸件的尺寸精度,确保产品质量。






 10款被网友疯狂转发创意产品设计
10款被网友疯狂转发创意产品设计 产品设计需要了解镀涂层检验标准
产品设计需要了解镀涂层检验标准 一份用钱都买不到的三防产品结构设计资料
一份用钱都买不到的三防产品结构设计资料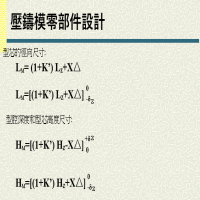 产品设计要有模具思维-壓鑄模零部件設計
产品设计要有模具思维-壓鑄模零部件設計 干货分享:家电产品开发设计一般流程
干货分享:家电产品开发设计一般流程 一份大厂的产品图设计规范分享
一份大厂的产品图设计规范分享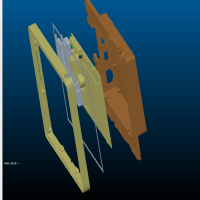 常出现的产品结构设计方面的问题
常出现的产品结构设计方面的问题 通用外壳设计的重要性及其对产品的影响
通用外壳设计的重要性及其对产品的影响 风格演变:外壳工业设计在不同时代的变迁与发展(设计风格工业风)
风格演变:外壳工业设计在不同时代的变迁与发展(设计风格工业风) 轻巧灵动:时尚机器外壳设计灵感
轻巧灵动:时尚机器外壳设计灵感 设计独特之美:外壳设计公司行业领袖
设计独特之美:外壳设计公司行业领袖 最新外壳设计加工技巧解析(最新外壳设计加工技巧解析视频)
最新外壳设计加工技巧解析(最新外壳设计加工技巧解析视频) 未来趋势:智能化电子外壳设计展望(智能电子装置)
未来趋势:智能化电子外壳设计展望(智能电子装置) 关注官方微信
关注官方微信


