
产品结构设计是需要知道:影响压铸件质量的主要工艺参数有很多,其中最重要的包括压射压力、压射速度、模具温度、金属液温度等。这些参数的选择直接影响到压铸件的致密度、尺寸精度、表面质量以及力学性能等方面。

为此在进行产品结构设计时,必须充分考虑这些工艺参数的影响,并根据实际情况进行合理的选择和调整。只有这样,才能确保压铸件的质量达到要求,满足产品的使用要求。同时,这也需要设计师具备丰富的实践经验和专业知识,才能做出正确的决策。
1 、温度
金属液的浇注温度和模具工作温度是压铸过程的热因素。为了提供良好的填充条件,控制和保持热因素的稳定性,必须保证金属液温度和模具温度符合规范。
( 1 )模具温度
①模具工作温度的作用
| 避免金属液剧烈激冷而使压铸件压不成型
| 因激冷而形成大的线收缩,引起裂纹和开裂
| 改善型腔排气条件获得表面光洁、轮廓清晰、组织致密的压铸件
| 避免模具受到剧烈的热冲击,延长模具的使用寿命
②模温设定
| 为了避免模具受到剧烈的热冲击,提高模具使用寿命,应尽量减小模具工作温度与金属液浇注温度之间的差值。
| 为了使铸件能快速凝固,提高压铸循环的效率,模具工作温度不能太高。
| 模温设定 200 ± 30° C
( 2 )金属液温度
①浇注温度的作用及影响
| 提高浇注温度可以提高金属液的流动性,有利于铸件表面质量的改善,但气体在金属液内的溶解度及金属液的氧化增加,使压铸模的寿命减短,并且易造成粘模。
| 低的浇注温度会降低金属液的流动性,但可采用增大排气槽深度来改善排气条件;
由于低温的金属液在压射过程中产生涡流、包气的可能性减小,铸件内在质量提高,减小了因壁厚差而在厚壁处产生缩松及气孔的可能性,同时减少了金属液对模具的熔蚀及粘模,从而延长了模具使用寿命。
②浇注温度的设定
| AZ91D 液相线温度为 598° C,浇注温度设定 645° C,实际温度 645 ± 15° C。
| AM60液相线温度 615° C,浇注温度可根据实际成型情况适当提高。
②冲头按调定的最大速度移动,金属液突破内浇口阻力,在较短时间内填满型腔。
③冲头继续移动,压实金属,使金属组织致密。
Ⅱ 影响冲头速度的因素
①压力变化
②冲头与鹅颈的配合状态
③活塞与压射缸的配合状态
④蓄能器内气体与液体体积比的变化
( 2 )内浇口速度
金属液通过内浇口导入型腔时的线速度称为金属液的内浇口速度,也称填充速度。
压铸件的质量与具有一定速度的金属液流束的动能有关。在压铸合金和质量一定的条件下,内浇道流动速度对于能量有着决定性的影响。能量越大,在填充过程中型腔的冲击压力就越大,越有利于成型。
过高的速度将产生不利影响
| 气体不能充分逸出而形成气泡。
| 金属液成雾状进入型腔并粘附于型壁上,不能与后来的金属液融合而形成夹杂等表面缺陷。
| 产生漩涡,包住空气及冷金属,使铸件产生气孔及氧化夹杂缺陷。
| 冲刷模具型腔,加剧磨损,缩短模具使用寿命速度设定
一速 2000 ± 500 MM/S
二速 4000 ± 2000 MM/S
切换位置 20 ± 10 MM
3 、压力
压射力是压铸机压射机构中推动压射活塞运动的力。压射力是由泵产生压力油,并通过蓄压罐,在压射缸内传递给压射活塞,再由压射活塞传递给压射冲头,进而推动金属液填充入模具型腔中。
系统压力 14 MPa
压射压力 氮气压力 11.2 MPa
增压时间 即保压,从二速结束开始计算, 2.0 ± 1.5 S






 利润增长的黄金比例!电子产品外壳设计成本数字优化攻略
利润增长的黄金比例!电子产品外壳设计成本数字优化攻略 数码产品外壳定制,省成本新战略曝光!你绝对不能错过
数码产品外壳定制,省成本新战略曝光!你绝对不能错过 产品工业设计是要快速落地,不是花拳绣腿
产品工业设计是要快速落地,不是花拳绣腿 10款被网友疯狂转发创意产品设计
10款被网友疯狂转发创意产品设计 产品设计需要了解镀涂层检验标准
产品设计需要了解镀涂层检验标准 一份用钱都买不到的三防产品结构设计资料
一份用钱都买不到的三防产品结构设计资料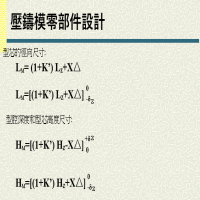 产品设计要有模具思维-壓鑄模零部件設計
产品设计要有模具思维-壓鑄模零部件設計 类产品设计的工艺与材料选择(类产品设计的工艺与材料选择要求)
类产品设计的工艺与材料选择(类产品设计的工艺与材料选择要求) 设计的力量:工业设计公司的背后故事
设计的力量:工业设计公司的背后故事 工业电子产品设计中的生产工艺优化
工业电子产品设计中的生产工艺优化 设计师眼中的完美之美
设计师眼中的完美之美 车载周边产品设计的智能化发展(车载智能产品有哪些)
车载周边产品设计的智能化发展(车载智能产品有哪些) 打造文创品牌产品设计的品质标杆(打造文创品牌产品设计的品质标杆是什么)
打造文创品牌产品设计的品质标杆(打造文创品牌产品设计的品质标杆是什么) 关注官方微信
关注官方微信


