
电镀工艺对产品外观的设计的重要性
在当今竞争激烈的市场环境中,产品的外观之设计对于吸引消费者、提升品牌形象至关重要。其中,电镀工艺作为一种常用的表面处理技术,在产品外观设计中扮演着不可或缺的角色。通过精湛的电镀工艺,产品的外观可以得到提升,从而吸引更多的消费者,提升品牌竞争力。

提升产品质感
电镀工艺可以赋予产品表面不同的质感,如金属质感、亮光质感等,使产品更显高档、高贵,增加了产品的审美价值。无论是手机、汽车配件还是家居用品,经过电镀处理后,都能呈现出更具吸引力的外观,吸引消费者的目光,提升购买欲望。
增加产品耐腐蚀性
电镀不仅可以美化产品外观,还能增加产品的耐腐蚀性。通过电镀工艺,产品表面形成一层保护膜,有效防止氧化、腐蚀等问题的发生,延长了产品的使用寿命,提高了产品的品质和性能,增强了品牌的可靠性和信誉度。
提高产品的市场竞争力
在同类产品竞争激烈的市场中,外观的设计往往是消费者选择的重要因素之一。精致的电镀工艺可以使产品在外观上与众不同,与其他产品形成差异化竞争优势,提升产品的市场占有率和竞争力。同时,优质的外观设计也有助于建立品牌形象,树立品牌在消费者心中的良好形象,促进品牌的长期发展。
凸显品牌个性化
每个品牌都有自己独特的品牌文化和品牌理念,而外观设计是品牌个性的重要体现之一。通过巧妙的电镀工艺,可以使产品外观更加符合品牌的风格和定位,凸显品牌的个性化特点,增强消费者对品牌的认同感和忠诚度。
提升用户体验
良好的外观设计不仅可以吸引消费者的眼球,还可以提升用户体验。精美的外观设计会让用户感受到产品的高品质和用心,增强用户的满意度和忠诚度,促使用户成为品牌的忠实粉丝,为品牌带来持续的口碑和销量。
电镀工艺对产品外观的设计的重要性不言而喻。它不仅可以提升产品质感,增加耐腐蚀性,还能提高产品的市场竞争力,凸显品牌个性化,提升用户体验。因此,在产品的设计和制造过程中,应充分重视电镀工艺的应用,为产品赋予更加优秀的外观设计,实现品牌的持续发展和成功。以下是关于电镀工艺的一些解答:
81.何谓磨光?
答:磨光是借助磨光轮上的磨料以切削零件表面的一种机械加工过程。
粘结在磨光轮工作面上的磨料的细小颗粒,具有锐利的棱面,当磨轮高速旋转时,它就切下制品表面的细小的金属屑,从而提高了制品表面的平整度和光洁度,去掉表面的各种宏观缺陷,如腐蚀痕、划痕、毛刺、焊缝、砂眼和锈等。
82.磨光轮是怎样制成的?
答:磨光轮是用棉布和其他纤维织品(如特种纸、皮革、呢绒、毛毡等)的圆片,外面包以牛皮,用压制法、胶合法或缝合法制成。不同材料制成的磨轮,具有不同的柔软性和弹性。
磨轮上的磨料的粘结方法:一般是将胶合剂(如骨胶和皮胶)胶粒碾碎,在洁净的冷水中浸泡6~12小时,使胶浸发,并按适宜的胶和水比例加水,然后在水浴中65~70℃下蒸熬至溶融状态。煮胶时不宜直接加热,因太高温度,会使胶发生分解,而失却胶合性能。磨轮涂上胶后,立即在盛有金刚砂粉的盆或槽中加压慢慢滚动,使金刚砂被胶粘剂牢固地粘在磨轮表面上。待干透后即可应用。磨轮粘砂的质量,对生产效率、使用寿命及生产质量影响很大,其关键是配制胶水和粘结操作。胶水的浓度视金刚砂号数而定,砂粒越粗,使用胶水浓度越高。砂粒越细,胶水浓度越低。例如粘结100~180号砂用的牛皮胶,其浓度为30%左右。
83.如何选用磨光轮?
答:选择磨轮时,应考虑到金属的硬度及形状,对于材料硬和形状简单的零件,应采用较硬的轮子(如毡轮)。对材料软(如铜、铝以及其合金)和形状比较复杂的零件,应采用弹性大较柔软的磨轮(如布轮)。
在磨光时,正确选择磨光轮的转速甚为重要,生产实践表明,磨光时磨轮的转速一般应控制在1200~2800转/分。零件形状简单或钢铁件粗磨时,可用较大的转速,而零件形状复杂或磨光有色金属(铜、锌、铝)以及其合金的,要采用较小的速度。
84.磨光材料有那几种,应如何选用?
答:磨料是金属表面切削和修平过程中的主要材料。在实际生产中,常用的磨料有人造金刚砂、刚玉、金刚砂、硅藻土、石英砂和浮石等。
人造金刚砂——具有很高的硬度和较小的韧性(对比其他磨料)主要用于粗磨及磨光低强度金属(如生铁、黄铜、青铜等)的磨光。
刚玉——有人造的和天然的两种。刚玉中的铝矾土Al2O3含量越多,其硬度就愈高。刚玉是利用磨轮进行粗磨的较好材料,它比人造金刚砂的韧性大。刚玉的颗粒是多面的,颗粒的尖棱较人造金刚砂的尖棱为钝。适用于磨光较韧和具有较大抗断强度的金属,如淬火钢,可锻铸铁,锰青铜等。
金刚砂——具有中等硬度和极好的韧性,适用于所有金属的磨光。
硅藻土——具有不太锐利的切削面和极好的韧性,可修平金属表面的划痕和刮伤等缺陷。它是通用的磨光、抛光材料。
石英砂——具有中等硬度的颗粒,它没有锐利的切削面,其韧性也很好,是通用的磨光和抛光材料。
浮石——它的硬度很差、也较松脆,适用于磨、抛木材、皮革、橡胶,塑料和玻璃等。
根据以上各种磨料的性质,归纳起来,在磨硬的金属制品时,宜用人造金刚砂、刚玉或金刚砂,再用细粒金刚砂、浮石、石英粉等进行细磨。而磨光较软的金属制品时,一般用硅藻土和浮石。
85.何谓抛光?
答:抛光是用较软的材料(如布质、亚麻布、丝绸等圆片层叠而成)制成的抛光轮与抛光膏对零件表面进行平整的机械加工过程。抛光用于制品镀前的预加工,在于使制品表面的细微不平得到进一步改善,从而提高了制品的表面光洁度,也可用于镀后镀层的精加工,使镀层表面获得装饰性外观,并提高零件的耐蚀性。
零件在抛光过程中,使金属表面得到整平,但没有明显的材料损耗,如零件镀后抛光,其损耗量只为镀层重量的5~20%。
抛光轮有布轮和毡轮等。轮的大小视生产零件的特征和要求而定。抛光轮的圆周速度一般为20~35米/秒。
86.抛光膏有那几种,如何选用合适的抛光膏?
答:在抛光轮旋转的过程中,在抛光轮表面上均匀地涂上一层薄薄的抛光膏,以除去制品表面的轻微不平。
抛光膏是把抛光材料(如硅藻土、石英砂、浮石、铁丹、维也纳石灰和氧化铬等)与一些粘结剂(如硬脂酸、石蜡等)一起制成油膏的形式使用。抛光膏一般分为白色、红色、绿色三种,根据抛光制品的材质不同,应选用不同的抛光膏。
白色抛光膏——是用无水和纯度较高的氧化钙和少量的氧化镁及一些粘结剂所组成。适用于抛光较软的金属(如铝、铜及其合金等),也适用于塑料的抛光。
红色抛光膏——是用氧化铁红(Fe2O3)粉末和一些粘结剂所组成,Fe2O3具有中等硬度,所以适用于抛光钢铁制品及磨后油光用。
绿色抛光膏——其磨料为氧化铬,是一种硬而锐利的粉末,适用于抛光硬质合金钢、铬层和不锈钢。
87.磨光与抛光机使用时应注意些什么?
答:磨光与抛光机使用时应注意如下几点:
(1)在开机前,必须先把磨轮或抛光轮装置牢靠,并先打开吸尘机。
(2)开机后,应检查轮轴转向,切莫反转,以免造成磨轮或抛光轮从轴上飞落伤人。
(3)制品在磨、抛时,应紧握制品或制品夹具,并轻轻地压住磨轮或抛光轮,位置要正确(制品压住抛、磨轮位置要与轮轴同一水平面)以免制品或制品夹具从手中打脱,损坏机器或伤人。
(4)在抛磨一段时间后,应对抛光轮或磨光轮表面进行修平,以保证抛磨制品表面均匀平整。
使用手工操作的磨光与抛光机时,必须注意安全,在抛磨薄型制品时,要特别注意,以免造成卷刃割伤手指。操作者衣角,袖口必须扎紧并戴好安全帽才能进行操作,以避免一切人身事故。
88.何谓滚光?
答:滚光是利用滚筒转动时,零件与磨料之间的摩擦进行磨削、整平和去掉零件上的毛刺及锈垢。
滚光有干法和湿法之分:
(1)干法滚光时使用砂子、金刚砂、碎玻璃及皮革等作磨料。
(2)湿法滚光时使用钢球、碎石块、锯末、碱液、茶仔粉等作磨料。
滚光时的转速,视零件的特征、滚筒的结构而定,一般在15~50转/分。转速太高时由于离心力大,零件随滚筒转动而不能互相摩擦,起不到滚光作用,转速低了效率低。
89.什么是金属的电抛光?
答:电抛光是利用电化学作用,使金属零件表面平整而有光泽的工艺。它可提高材料的耐腐蚀性、光反射率,与机械抛光相比较,还有生产率高、操作方便、劳动强度小等优点。电抛光时,产生阳极溶解,使阳极附近金属盐浓度不断增加,生成一种粘性薄膜(如图)这种薄膜导电性不良,并引起阳极极化作用,使阳极电位升高;同时在零件凸凹不平的表面上薄膜的厚度分布不均匀,凸起部分薄膜厚度较小,因而电阻较小造成电力线集中,加速了凸起部分的溶解,使零件表面粗糙的凸起部分尺寸减少较快,从而达到了整平零件的目的。这种薄膜还阻碍着阳极的溶解,使阳极的极化作用加强。所以在阳极溶解的同时,在零件的表面上生成一层氧化薄膜,它有一定的稳定性,使零件更不易受化学药品的作用,而处于轻微的钝态,这是零件表面获得光泽的重要原因。
90.为什么许多电抛光溶液都采用磷酸?
答:由于磷酸具有粘度大,对金属的化学溶解性小,易于形成“薄膜”,抛光的极限电流密度较小等优良性能。所以大多数情况下都采用磷酸作电抛光溶液。






 利润增长的黄金比例!电子产品外壳设计成本数字优化攻略
利润增长的黄金比例!电子产品外壳设计成本数字优化攻略 数码产品外壳定制,省成本新战略曝光!你绝对不能错过
数码产品外壳定制,省成本新战略曝光!你绝对不能错过 产品工业设计是要快速落地,不是花拳绣腿
产品工业设计是要快速落地,不是花拳绣腿 10款被网友疯狂转发创意产品设计
10款被网友疯狂转发创意产品设计 产品设计需要了解镀涂层检验标准
产品设计需要了解镀涂层检验标准 一份用钱都买不到的三防产品结构设计资料
一份用钱都买不到的三防产品结构设计资料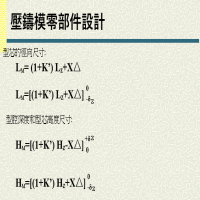 产品设计要有模具思维-壓鑄模零部件設計
产品设计要有模具思维-壓鑄模零部件設計 外观设计产品设计费用指南
外观设计产品设计费用指南 推荐无锡外观设计公司的设计大师(无锡高端设计公司)
推荐无锡外观设计公司的设计大师(无锡高端设计公司) 产品外观设计的审美趋势分析(产品外观设计的审美趋势分析论文)
产品外观设计的审美趋势分析(产品外观设计的审美趋势分析论文) 产品外观设计对市场营销的影响
产品外观设计对市场营销的影响 从细节处看工业外观设计的精彩
从细节处看工业外观设计的精彩 关注官方微信
关注官方微信


