
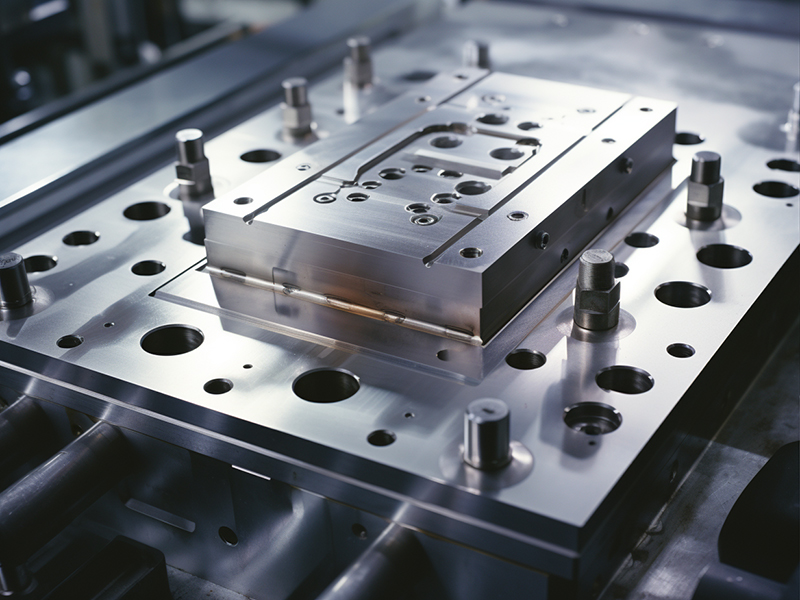
通过冲裁试验获取材料流变应力数据:冲裁是一个变形极大的成型过程,特别是对高强度且较厚的材料进行冲裁时, 工件的温度会显著上升。试件变形区的应变值可能高达2~3, 并可能转化为高达103 s-1 至105 s-1 的应变速率,具体随冲裁速度改变而有所不同。产品工业设计时,视材料的导热率、强度和厚度的不同,试件温度会有不同,最高可达300℃。
孔翻边或扩孔试验:在扩孔试验中,冲裁孔在拉应力作用下发生拉伸,使孔径增大。而孔翻边加工,则是使已在先前冲孔过程中发生大量塑性变形和温度变化的边缘材料发生拉伸。因此,边缘在翻折过程中是否出现裂纹,与冲剪边缘的材料特性高度相关。在实际冲压孔和翻边工艺中,毛边位置取向是随机的。冲切孔的位置即可以在毛边与孔翻边冲头接触(毛边向下)的地方; 也可能在毛边与冲头不接触(毛边向上)的地方。
扩孔试验与孔翻边加工是两种常见的金属加工工艺,它们在产品工业设计生产中有着广泛的应用。扩孔试验是一种通过拉伸应力作用使冲裁孔径增大的工艺,而孔翻边加工则是将先前冲孔过程中发生大量塑性变形和温度变化的边缘材料进行拉伸。这两种工艺的共同点在于,它们的加工效果与材料的特性密切相关。
在扩孔试验中,冲裁孔在拉应力的作用下发生拉伸,使得孔径增大。这个过程涉及到材料的变形和应力分布的变化。在孔翻边加工中,材料已经在先前冲孔过程中经历了大量的塑性变形和温度变化,使得边缘材料变得更加脆弱和敏感。因此,在翻边加工过程中,边缘材料是否出现裂纹与冲剪边缘的材料特性高度相关。
在实际的冲压孔和翻边工艺中,毛边位置取向是随机的。这使得冲切孔的位置也具有随机性。有时冲切孔的位置会在毛边与孔翻边冲头接触的地方,有时则会在毛边与冲头不接触的地方。这种随机性给工艺带来了一定的难度,因为它使得工艺参数的设置更加复杂和多变。因此,在实际生产中,需要对各种因素进行全面考虑,以确保工艺的顺利进行和产品的质量。
总之,扩孔试验与孔翻边加工是两种重要的金属加工工艺,它们在实际生产中有着广泛的应用。虽然它们存在一些难点和挑战,但只要我们掌握了正确的工艺参数和操作方法,就能够生产出高质量的产品。






 10款被网友疯狂转发创意产品设计
10款被网友疯狂转发创意产品设计 产品设计需要了解镀涂层检验标准
产品设计需要了解镀涂层检验标准 一份用钱都买不到的三防产品结构设计资料
一份用钱都买不到的三防产品结构设计资料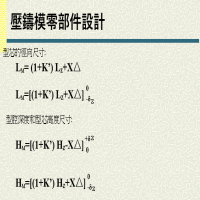 产品设计要有模具思维-壓鑄模零部件設計
产品设计要有模具思维-壓鑄模零部件設計 干货分享:家电产品开发设计一般流程
干货分享:家电产品开发设计一般流程 一份大厂的产品图设计规范分享
一份大厂的产品图设计规范分享 常出现的产品结构设计方面的问题
常出现的产品结构设计方面的问题 设计之魂:外观产品设计创新探索(设计产品外观的公司叫什么)
设计之魂:外观产品设计创新探索(设计产品外观的公司叫什么) 设计思维驱动的创意产品外观设计(产品外观设计叫什么)
设计思维驱动的创意产品外观设计(产品外观设计叫什么) 现代与传统融合的北京建筑外观(北京现代建筑风格)
现代与传统融合的北京建筑外观(北京现代建筑风格) 创意产品外观设计背后的文化影响(创意产品外观设计背后的文化影响因素)
创意产品外观设计背后的文化影响(创意产品外观设计背后的文化影响因素) 魅力无限的造型设计之美(造型设计灵感)
魅力无限的造型设计之美(造型设计灵感) 关注官方微信
关注官方微信


