
一 .压铸生产时,就要注意表面质量; 2.抛光研磨时加压不要太大,注意清理粉屑。
铝产品一面会镀上一面镀不上为什么? 如果压铸件表面未粘附上什么有害物,那就让电镀单位查找原因.
压铸铝合金都可以阳极氧化处理,但处理后一般呈黑灰色。若要处理成本色或其它颜色,可用ADC6压铸铝合金。因阳极氧化属于普通表面处理,找一般正规电镀企业即可。压铸锌合金材料熔炼损耗率视选用的原材料不同,一般用2~5%来计算。
二.耐压问题:使用真空压铸一般能够达到此要求。若用普通压铸模生产
三.模具浇、排系统开设合理

四. 压铸工艺掌握得当,(速度尽量慢,以能成型为标准;增压压力要大;脱模剂挥发要小等),产品合格率还是很高的。
A6061-T6的铝合金是否可压铸,此牌号铝合金不属于压铸铝合金。但近年来,不少外商定单中,其图纸标示为6061铝合金,压铸是可以的,但T6就不行(T6为淬火+完全人工时效)。除非确保压铸件内部无气孔。
压铸过程中铝合金材料损耗有哪几方面的?另外104的铝 压铸好后用来镀青古铜表面为啥有起泡??压铸过程中铝合金材料损耗有以下几方面:
1.熔炼中的烧损及挥发;
2.除渣时带出;
3. 压铸件飞边毛刺;
4.浇口、料饼、废铸件等重熔的烧损及挥发;
5.因机床、模具等原因,造成压铸件重量增加。
6.起泡是压铸件皮下气孔受热膨胀所至。在表面处理过程中,温度最好不要超过180℃,否则就易起泡。
二级速度是在压射头封住浇料口时开始,按工艺需要调节,是我们平时所说的压射速度的主要部分。






 10款被网友疯狂转发创意产品设计
10款被网友疯狂转发创意产品设计 产品设计需要了解镀涂层检验标准
产品设计需要了解镀涂层检验标准 一份用钱都买不到的三防产品结构设计资料
一份用钱都买不到的三防产品结构设计资料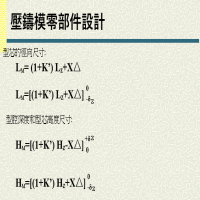 产品设计要有模具思维-壓鑄模零部件設計
产品设计要有模具思维-壓鑄模零部件設計 干货分享:家电产品开发设计一般流程
干货分享:家电产品开发设计一般流程 一份大厂的产品图设计规范分享
一份大厂的产品图设计规范分享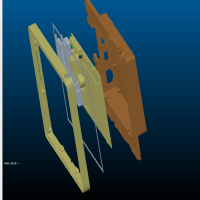 常出现的产品结构设计方面的问题
常出现的产品结构设计方面的问题 融合东西方文化:文化因素在工业产品外观设计中的融合(东西方融合的例子)
融合东西方文化:文化因素在工业产品外观设计中的融合(东西方融合的例子) 电子产品外观设计新趋势(电子产品外观结构设计)
电子产品外观设计新趋势(电子产品外观结构设计) 设计创意激发产品设计灵感(产品设计灵感怎么写范文)
设计创意激发产品设计灵感(产品设计灵感怎么写范文) 设计框架构建卓越产品体验(如何进行产品框架设计)
设计框架构建卓越产品体验(如何进行产品框架设计) 设计工业产品外观的费用如何确定?(产品外观设计费用标准)
设计工业产品外观的费用如何确定?(产品外观设计费用标准) 铝合金外壳设计的材料优势分析(铝合金壳体材料)
铝合金外壳设计的材料优势分析(铝合金壳体材料) 关注官方微信
关注官方微信


