
缺陷名:产品表面起皱(一)
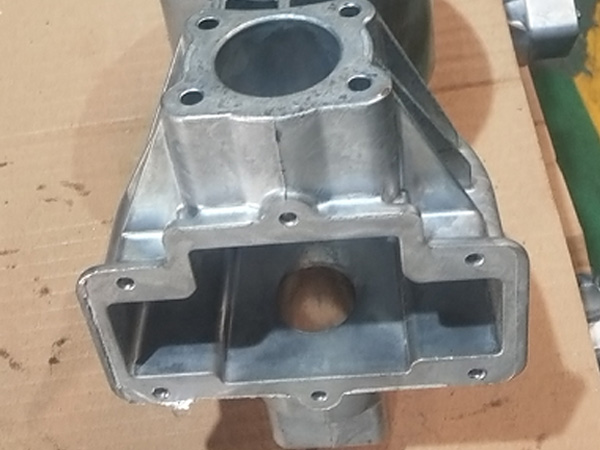
症状:产品表面形成的不规则褶皱,主要出现在壁较薄的前段部分,如图1所示。从图2可以看到射出的细小铝颗粒和褶皱。
原因:由于吸入了脱模剂和压缩空气,被封闭在前段的气压较高,把产品表面顶起而导致这一现象的发生
解决方案:排气彻底,清除多余的脱模剂。调整高速高压区的位置以防止溶液降温
缺陷名:起皱(二)
症状:镶件附近的圆柱状部分,表面的皮膜出现起皱现象起皱的表面部分,根据发生状态有差异。
在靠近镶件的拐角处,出现与镶件平行的褶皱
在离拐角稍远处,表面皮膜起皱部分有细小的铝颗粒聚集,呈粉末状附着在表面。起皱的断面可以观察到起皱导致的凹凸,细小的铝颗粒被压碎后嵌入褶皱里。
原因:在模具温度低时进行铸造容易发生此现象。铝液在流道流淌时前锋冷却,形成氧化皮膜,在距离浇口较远的突起部分凝固,由于压力增大在表面形成褶皱。
解决方案:对模具进行预热,在设定的温度条件下进行生产是很重要的,将模具温度设定在适当的范围。
换导柱以及导套时一定要注意尺寸变化,尤其是长时间使用但是没有回火或者测量的模具,一定要检查模具的尺寸,包括模板平行度、孔直线度、孔内外径是否变化。一般情况下基准尺寸会变化。






 10款被网友疯狂转发创意产品设计
10款被网友疯狂转发创意产品设计 产品设计需要了解镀涂层检验标准
产品设计需要了解镀涂层检验标准 一份用钱都买不到的三防产品结构设计资料
一份用钱都买不到的三防产品结构设计资料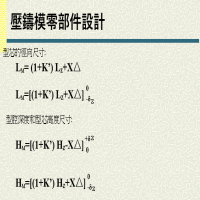 产品设计要有模具思维-壓鑄模零部件設計
产品设计要有模具思维-壓鑄模零部件設計 干货分享:家电产品开发设计一般流程
干货分享:家电产品开发设计一般流程 一份大厂的产品图设计规范分享
一份大厂的产品图设计规范分享 常出现的产品结构设计方面的问题
常出现的产品结构设计方面的问题 设计创新:产品设计公司的核心竞争力(设计公司的产品和形象是什么)
设计创新:产品设计公司的核心竞争力(设计公司的产品和形象是什么) 造型设计公司的核心竞争优势揭秘(造型设计介绍)
造型设计公司的核心竞争优势揭秘(造型设计介绍) 高效结构设计策略解析(概念结构设计的4种策略是什么)
高效结构设计策略解析(概念结构设计的4种策略是什么) 外观设计公司的设计理念(外观设计概念)
外观设计公司的设计理念(外观设计概念) 小家电产品外观设计公司专家解读(创意小家电产品设计)
小家电产品外观设计公司专家解读(创意小家电产品设计) 工业产品外观设计中的人性化考量(工业产品外观设计中的人性化考量指标)
工业产品外观设计中的人性化考量(工业产品外观设计中的人性化考量指标) 关注官方微信
关注官方微信


