
很多情况下,手机设计公司因为某一款机型的天线性能未达标,而被迫更换天线公司,结果也未尽人意,项目进程延迟。但此时的造型、机壳模具、主板可变化的空间很小,最终勉强上市,或推翻该方案,造成很大的损失。
因此,建议在手机方案设计时,尤其在产品造型和结构设计阶段让天线工程师参与进来,对天线相关的一些方案提出建议,共同研讨,设计出比较合理的外观造型和射频环境结构,提高天线的电性能指标,使手机产品在整体性能方面有较高的品质。希望上述内容能对手机方案设计、特别是有关天线环境的设计有参考价值,加强手机方案设计的各专业工程师对天线特性更深入的了解,减少项目在时间、人力物力方面的损失。
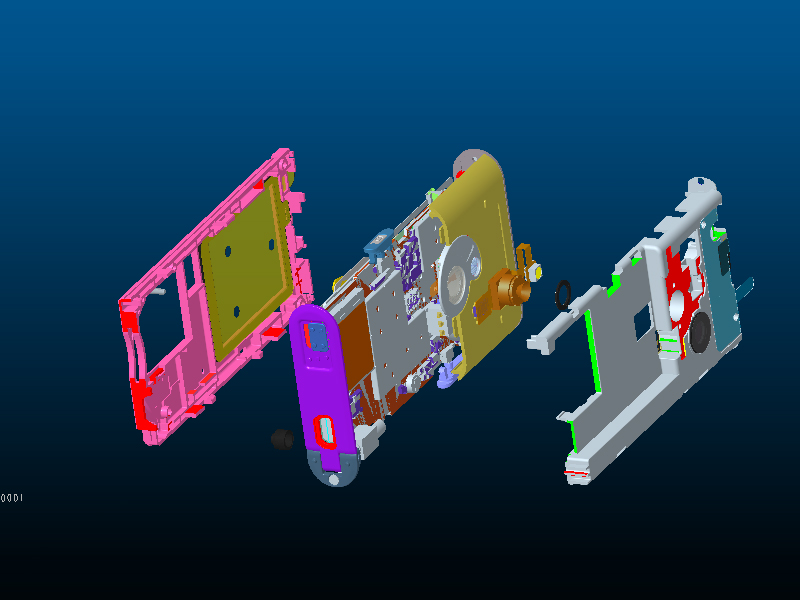
结构了解了,下面了解一下在设计过程中必须注意的事项:
1) 建模前应该先根据规划高度分析,宽度分析与长度分析,目的是约束ID 的设计。
2) 建模时将硬件取零件图纸的最大值(NND 厂商通常将公差取为正负0.1,气死我了)
3) 设计尺寸基本上为二次处理后的尺寸(NND 模具厂肯定反对了,哈哈)
4) 手机的打开角度为150-155,开盖预压为4-7 度(建议5 度)。合盖预压为20 度左右
5) 壁厚必须在1.0 以上(为了防止缩水,可以将基本壁厚作到1.5,此时一定要注意胶口的选择)。
6) 胶口的选择一定要考虑熔接线的位置,注意
7) 尽力减少配合部分(但是不代表减少必要的配合)。
8) 音腔高度在1.2 以上(实际情况应该是空间尺寸要足够大,对不同的产品其数值会不同,最好采用
MIC SPEAKER RECERVE 的厂商建议值)。
9) 粘胶的宽度必须在4mm 以上(大部分厂商可以作到3。5,但是为了安全起见,还是留点余量好)(另
外电铸件的胶宽可以作到1,原理也较为简单可行,如果有人用过的话请补充)。
10) 上下壳的间隙保持在0.3 左右。
11) 防撞塞子的高度要0.35 左右。
12) 键盘上的DOME 需要有定位系统。
13) 壳体与键盘板的间隙至少1.0mm.。
14) 键盘导电柱与DOME 的距离为0.05mm.(间隙是为了手感),
15) 保证DOME 后的PCB 固定紧。
16) 导电柱的高度至少0.25mm.直径至少1.8mm(韩国建议值为2.5-2.7mm).美工线的距离最好0.2-0.3mm.
17) 轴的部分完全参照厂商建议的尺寸。
18) 侧键嘛,不好做,间隙包括行程间隙,手感间隙0.05 以及制造误差间隙0.1.最好用P+R 的形式
19) FPC 的强度要保证。与壳体的间隙必须控制在0。5 以上
20) INSERT 的装配需要实验数据的确认,但是数据要求每次T 都检验。
21) 螺钉位置需要考虑拧紧时的状态,确定误差所在的位置。
22) 尽量少采用粘接的结构。
23) 翻盖上壳的装饰部分最好不要作在曲线复杂部分。
24) 翻盖外观面一定要注意零件之间的断差,此处断差的方向最好指定。。
25) 重要的位置拔模斜度与圆角必须作全,图纸与实物要相同。
26) 电池要留够PCB 布线的部分。尽量底壳厚电与薄电通用。
27) 电池外壳的厚度至少0.6mm,内壳的壁厚至少0.4 mm.(如果是金属内壳,T=0.2)
28) 壳体与电池中间的配合间隙要留0.15mm
29) 电池的厚度要完全依照电池厂的要求制作。注意区分国产电芯与进口电芯的区别(国产电芯小一些,
变形大一些)。
30) 卡扣处注意防止缩水与熔接痕,公卡扣处的壁厚要保持0。7 以上(防止拆卸的时候外边露白)
31) 局部最薄壁厚为0.4mm,如果过薄会产生除裂痕外还有喷涂后的色差问题(韩国通常采用局部挖通,
然后贴纸的做法)
32) 可能的话尽量将配合间隙放大。
33) 天线部分有可能因为熔接痕而断裂,设计时考虑改善(此处缩水与断裂的可能性都很大,请仔细考虑)
34) 转轴处的上壳可能因为熔接痕而断裂,此处结构设计注意。
35) PMMA 镜片的厚度至少0.7mm,切割的镜片厚度最小为0.5(此处的厚度应该留有余量,最好采用厂商建议值)
36) 设计关键尺寸时考虑留出改模余量。
37) 行位要求在4mm 以上(每家模具企业不同)
38) 配合部分不要过于集中。
39) 天线连接片的安装性能一定考虑。
40) 内LENCE 最好比壳体低0。05
41) 双面胶的厚度建议取0.15
42) 设计一定要考虑装配
43) 基本模具制作时间前后顺序键盘模具比塑料壳体的模具制作时间应该提前15 天进行。LCD 与塑料壳体同时进行制作。镜片与塑料壳体同时进行。金属件与塑料壳体同时进行(金属件提前完成与壳体配合天线应该比壳体提前一周进行(要先开样品模,确认后开正式模具)
44) 最好采用下壳四棵螺钉,上壳如果有两可的话一定要在靠近HINGE 处。
45) 后期的T1 装机需要提前将天线确认,并调节好之后装机。
46) 图纸未注公差为±0.05mm;角度






 利润增长的黄金比例!电子产品外壳设计成本数字优化攻略
利润增长的黄金比例!电子产品外壳设计成本数字优化攻略 数码产品外壳定制,省成本新战略曝光!你绝对不能错过
数码产品外壳定制,省成本新战略曝光!你绝对不能错过 产品工业设计是要快速落地,不是花拳绣腿
产品工业设计是要快速落地,不是花拳绣腿 10款被网友疯狂转发创意产品设计
10款被网友疯狂转发创意产品设计 产品设计需要了解镀涂层检验标准
产品设计需要了解镀涂层检验标准 一份用钱都买不到的三防产品结构设计资料
一份用钱都买不到的三防产品结构设计资料 产品设计要有模具思维-壓鑄模零部件設計
产品设计要有模具思维-壓鑄模零部件設計 造型设计费用预算攻略(造型设计包括哪两个部分)
造型设计费用预算攻略(造型设计包括哪两个部分) 触动情感:产品外观设计中的情感营销策略(产品情感化设计案例)
触动情感:产品外观设计中的情感营销策略(产品情感化设计案例) 风格百变:解读不同品牌数码产品外观设计(数码产品logo图片)
风格百变:解读不同品牌数码产品外观设计(数码产品logo图片) 从外观到内涵:产品设计的深层思考
从外观到内涵:产品设计的深层思考 设计灵感:电子产品造型艺术探索(电子产品设计实例教程)
设计灵感:电子产品造型艺术探索(电子产品设计实例教程) 新型生活方式引领者:数码产品创意设计探索
新型生活方式引领者:数码产品创意设计探索 关注官方微信
关注官方微信


