
工业设计师在设计产品时,需要考虑到产品的美观性、功能性以及制造成本等方面。而了解电镀工艺知识对工业设计师来说至关重要。本文将详细介绍为什么工业设计师需要了解电镀工艺知识,并探讨其在产品设计中的重要性。

电镀是一种常用的表面处理工艺,通过在产品表面镀上一层金属薄膜,可以增加产品的光泽度、质感和硬度,从而提升产品的外观品质。了解不同的电镀工艺,可以帮助设计师选择合适的处理方式,使产品在视觉上更加吸引人,从而提升产品的竞争力。
71.应如何选用电解除油工艺?
答:由于阴极或阳极电解除油具备不同的特点,故决定电解除油工艺时,必须根据零件的材料、性质、要求而选择。
①无特殊要求的钢铁零件,一般可先用阴极除油5-7分钟,然后阳极除油2-3分钟。这样可以综合阴、阳极除油的优点,而克服它们不足的地方。
②对弹性大、强度高和薄壁零件,为了保证其机械性能,一般都不用阴极除油,可用阳极除油。
③对在阳极上易溶解的以有色金属为材料(如铜或铜合金)的零件,则采用阴极电解除油。除油后若需要进行阳极电解除油以除去挂灰时,应注意电解时间要短,以免造成零件发生腐蚀。
72.电解除油通常采用多大的电流密度?
答:电解除油时提高电流密度能加快除油的速度,但当电流密度大到一定的程度后,除油速度增加并不那么快,反而造成槽电压过高使电能消耗增大。在生产中电流密度一般控制在5-10安培/平方分米。
73.如何检查除油的质量?
答:零件的除油质量按其表面被水润湿的程度来决定。检查的方法是:将除油后仔细冲洗过的工件,浸入冷水中,然后小心地从冷水中取出,保持垂直状态或45度角。如果此时表面的水膜有断裂处,即有不沾水的地方,则可知工件表面的油污未完全除净。只有工件表面上的油污完全除净时,整个表面才能附上均一的水层。
74.三价铬对镀铬过程有什么影响?
答:在镀铬过程中,由于铬酐在阴极上还原,镀铬电解液在镀铬时产生三价铬是不可避免的。新配制的镀铬液在开始电解时,其三价铬浓度从零值逐渐增加,最后由于三价铬在阳极上氧化而达到平衡。
三价铬是生成胶体膜的主要成分,但是也必须含量适当才能获得质量良好的铬层。三价铬含量过高,生成的胶体膜很致密,获得光泽镀层的范围缩小,得到的镀层灰白和粗糙,和硫酸含量低或温度低时所得到的镀层相似,当三价铬含量过低时,生成的胶体膜不连续,使镀层不均匀,有的地方甚至没有镀层,和硫酸含量过高的现象一样。
在正常工作的镀铬电解液中,三价铬浓度介于1~3克/升(以Cr2O3计)间。三价铬的浓度决定于阳极电流密度与阴极电流密度之比,最好使这个比值等于0.5,也就是阳极面积比阴极面积大一倍。
75.镀铬液中的三价铬含量过高,应如何除去?
答:要减少镀铬液中三价铬的含量,必须在小的阴极表面和最大的阳极表面,用大的电流强度来进行电解,三价铬在阳极上氧化至六价铬具体的方法是:将溶液热至80℃,以细的铁棒作为阴极,阳极面积为阴极面积的十至数十倍,阳极电流密度为1.8~2A/d㎡。电解时间视三价铬的含量多少而定,温度越高,除三价铬的效果越好。
76.镀铬溶液中的金属杂质对镀铬过程有何影响,如何处理?
答:镀铬电解液中的金属杂质常见的为铁、铜、锌等金属离子。由于镀铬时铁及铜件落入镀槽,以及镀件坑洼及内孔处铁被溶解的结果,使镀铬液难免有铁、铜等杂质存在。铁的最高允许含量为8克/升,铜的最高允许含量为5克/升,锌的最高允许含量为3克/升,含有大量铁时的电解液的特征,是难于保持电流的稳定性,电流不断地变动,因此就不能确定镀取光泽铬层的工作规范。而且铁的含量高时,同三价铬的作用一样,它降低电解液的电导,恶化分散能力,使镀取光泽铬层的工作范围缩小,只是它的作用比三价铬弱一些而已。除去镀铬电解液中的铁杂质,远不如除去三价铬那样容易。用化学法烦杂而且效率不高。当前有用强酸性阳离子交换树脂除铁的,其效果不错。其它金属杂质如铜、锌、镍、锡等也与铁的影响相似。
77.镀铬电解液中若含有氯离子,会产生什么样的影响,如何除去?
答:镀铬电解液中的氯离子来源于自来水含氯量过高或工件用盐酸浸蚀后清洗不干净所致,氯离子含量高于0.3~0.5克/升时,则溶液的电流效率和深镀能力降低,镀层发暗起花斑,针孔,抗蚀能力降低。氯离子的去除尚无好的办法,可以采用电解处理,但很难彻底除去,所以应尽量避免带入。为了防止氯离子的干扰,应注意镀铬电解液用水的水质,不要将大量的氯离子带入镀液,特别是枯水期海水倒灌时更要注意。镀件入槽前应使用稀硫酸浸蚀,不要使用盐酸。
78.镀铬电解液的浓度及其特性、用途如何?
答:镀铬电解液的浓度通常分为高、中、低三类,其特性与用途如下:
低浓度电解液:铬酐含量约在150克/升以下,它允许采用高的电流密度(60~70A/d㎡)电流效率高(16~18%),分散能力比其他镀铬电解液高,铬层硬度高,获得光亮镀层的温度和电流密度范围狭窄,电解液的带出损失少。适用于外形简单的零件镀硬铬。
高浓度电解液:铬酐含量约350克/升,允许采用较低的电流密度(15~25A/d㎡),电流效率低(10~12%),分散能力低,深镀能力好,工作范围宽,电解液稳定,镀层较软,裂纹网不显著。因镀液浓度高,带出损失较大。这类电解液适合于各种形状零件的装饰性镀铬。
中等浓度电解液:铬酐含量约250克/升,其特点介于高低浓度之间。例如采用中等的电流密度(25~50A/d㎡),电流效率(13~15%),分散能力中等,工作范围宽,电解液成分稳定,镀层性能良好。适用于简单和复杂形状零件的装饰性镀铬。
以上三种浓度的电解液,以中等浓度电解液应用较普遍。
79.氟硅酸根离子在镀铬电解液中有什么作用?
答:氟硅酸根离子在镀铬过程中起着与硫酸根离子相类似的作用,除此之外,它还具有某些方面的特点。例如铬层容易钝化,在镀铬过程中因电流中断或进行二次镀铬(不另加其它措施)时,所获得的镀层为乳白而无光泽。但是在有氟硅酸根离子存在下,它具有使铬层表面活化的作用,当电流中断或二次镀铬时,仍能获得光亮的铬层。又如小零件滚镀铬,如果在一般标准镀铬液内进行,就难于获得光亮的铬层,滚镀铬液内通常含有氟硅酸根就是这个道理。
一般采用氟硅酸或氟硅酸钠来提供氟硅酸根离子。
氟硅酸根离子另一特点是能在低温(18~25℃)低电流密度(2~2.5A/d㎡)下获得光亮的铬层。当温度达45℃时,可获得光亮铬层的电流效率为19~21%,而在标准镀铬液中则为13%。
含有氟硅酸根离子的电解液,随着温度上升,其工作范围比含有硫酸根离子的电解液为宽。
氟硅酸根离子的主要缺点是对工件、镀槽、阳极的腐蚀性大,槽液维护要求高。当镀液含有3克/升以上的铁离子时,就会严重影响铬层的光泽与镀液的分散能力,降低工作范围及电流效率。因此若以氟硅酸根离子完全代替硫酸根离子的镀铬电解液,由于上述的缺陷,不能长期很好地生产。而采用氟硅酸根和硫酸根离子配合的镀铬电解液,应用较广。
80.镀铬工艺过程有什么特点?
答:镀铬过程除了与其它镀种具有共同点外,还有其许多特殊的地方:
①镀铬电解液的主要成分不是金属铬盐,而是具有强氧化性的铬酸。
②电流效率很低,一般为13~16%,最高只能达到23%左右,因而在镀铬过程中氢气大量析出,带出有毒液雾,需要有良好的吸风装置和采用铬雾抑制剂。
③溶液中必须添加少量外加的阴离子,如SO42-、F-、SiF62-等,还要在电解液中维持一定量的三价铬。
④分散能力低,对于形状比较复杂的零件,必须采用象形阳极、保护阴极等,才能得到良好的镀层。
⑤采用的电流密度很高,有时比一般镀种的电流密度高几十倍。镀铬过程的槽电压也较高,常常需要采用12伏以上的电源,而其它镀种用6伏的电源也就可以了。
⑥温度和电流密度的控制要求严格,两者之间还要紧密配合。电流密度固定,温度只能变动1~2℃,温度固定,电流密度变动2~3A/d㎡。
⑦镀铬所用阳极不是金属铬,而是采用铅、铅锡合金或铅锑合金等不溶性阳极。
⑧因铬层容易钝化,在一般情况下电镀过程中不允许中途断电。
以上几点,反映了镀铬生产中的一些特点,也就是它的特殊性。这种特殊性构成了镀铬过程区别于其它电镀过程的特殊本质。但是,镀铬是电镀的一个镀种,它当然也具有电镀的一般规律,我们应当从生产实践出发,逐步地研究和了解镀铬的全过程,了解和掌握镀铬过程的特殊和普遍的规律,使其更好地为生产服务。






 利润增长的黄金比例!电子产品外壳设计成本数字优化攻略
利润增长的黄金比例!电子产品外壳设计成本数字优化攻略 数码产品外壳定制,省成本新战略曝光!你绝对不能错过
数码产品外壳定制,省成本新战略曝光!你绝对不能错过 产品工业设计是要快速落地,不是花拳绣腿
产品工业设计是要快速落地,不是花拳绣腿 10款被网友疯狂转发创意产品设计
10款被网友疯狂转发创意产品设计 产品设计需要了解镀涂层检验标准
产品设计需要了解镀涂层检验标准 一份用钱都买不到的三防产品结构设计资料
一份用钱都买不到的三防产品结构设计资料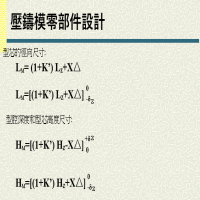 产品设计要有模具思维-壓鑄模零部件設計
产品设计要有模具思维-壓鑄模零部件設計 立体造型创意的空间魔法(立体造型创意的空间魔法是什么)
立体造型创意的空间魔法(立体造型创意的空间魔法是什么) 革新未来:产品创新外观设计前瞻展望(产品创新设计未来发展方向有哪些)
革新未来:产品创新外观设计前瞻展望(产品创新设计未来发展方向有哪些) 无锡外观设计公司设计改变生活的力量(无锡名气比较大的设计师)
无锡外观设计公司设计改变生活的力量(无锡名气比较大的设计师) 工业品外观设计中的人机工程学原则(如何考虑人机工程因素)
工业品外观设计中的人机工程学原则(如何考虑人机工程因素) 产品外观设计费用详细分解(外观设计费属于什么科目)
产品外观设计费用详细分解(外观设计费属于什么科目) 结构设计的工程智慧(结构设计讲义)
结构设计的工程智慧(结构设计讲义) 关注官方微信
关注官方微信


