大家好!今天让小编来大家介绍下关于金属外壳冲压模具设计规范_金属外壳冲压模具设计规范标准的问题,以下是小编对此问题的归纳整理,让我们一起来看看吧。
文章目录列表:

一、冲压模具在设计时有没有最小尺寸限制?有的话,最小尺寸是多少?
不知道你说的最小尺寸是什么? 在冲模中 根据产品材料厚度的不同 冲裁刃口与刃口之间最小的距离是 材料厚度在0.5 到3.0时是4.0MM

二、精密五金冲压件的工艺类型和性能要求都有哪些?
冲压工艺是通过模具对工件板材毛坯用外力使之产生变形或分离,从而获得一定尺寸、形状和性能的工件的工艺方法。选择和设计出合理工艺方案和模具结构,以使冲压件达到设计图样上所提出的各项要求。
精密五金冲压件的工艺类型和性能要求:
一、冲压工艺的常见类型
(1)按照冲压温度划分
按照冲压时的温度情况有冷冲压和热冲压两种方式。冷冲压是金属工件在常温下的制造的工艺,优点为不需加热、表面质量好、操纵方便、用度较低。热冲压是将金属加热到一定的温度的冲压方法,优点为可消除应力避免硬化,降低变形抗力,减少设备的动力消耗。
(2)按照冲模结构划分
按照冲模结构来划分工艺基本上可分为简单冲压、连续冲压两种。冲模是使板料产生分离或变形的工具,它由上模和下模两部分组成。简单冲压是在冲床的一次冲程中只完成一个工序的冲压工艺,即是落料或冲孔用的简单冲模。连续冲压是冲床的一次冲程中,在模具不同部位上同时完成数道冲压工序,每次送进距离由挡料销控制。
二、五金冲压件的性能要求
(1)精密性要求
为了满足冲压件的精密性要求,工序数量需要经过冲压工艺计算才能确定,因为它不仅与材料性质、拉深高度、拉深阶梯数等因素有关,还将涉及到拉深直径、材料厚度等条件。
(2)精细化要求
关于冲压件的精细化要求,工序数量主要取决于其结构形状的复杂程度,因此需要根据弯曲角的数目、相对位置和弯曲方向等因素综合考虑后才能确定。
(3)精美度要求
当冲压件达到了精密、精细的要求后,工件的精美度就成为新的工艺标准。当冲压件的断面质量和尺寸精度要求较高时,可以考虑直接采用精密冲裁工序,从而提高冲压件的精美度。
三、精密五金冲压油的选用
冲压油在冲压工艺中起到了关键性的作用,良好的冷却性能和极压抗磨性能对于模具的使用寿命和工件精度的提升有了质的飞跃。
(1)低碳钢板冲压油的选用
碳钢板在选用冲压油时首先应该根据工艺难易度及脱脂条件来决定较佳粘度。
(2)镀锌钢板冲压油的选用
因为和氯系添加剂会发生化学反应,所以镀锌钢板在选用冲压油时应注意可能发生白锈的问题,而使用硫型冲压油可以避免生锈问题,但冲压后应尽早脱脂。
(3)不锈钢板冲压油的选用
不锈钢是容易产生硬化的材料,要求使用油膜强度高、抗烧结性好的拉伸油。一般使用含有硫氯复合型添加剂的冲压油,在保证极压性能的同时避免工件出现毛刺、破裂等问题。

三、五金模具制作特点及注意事项有哪些
五金模具是在工业生产中,用各种压力机和装在压力机上的专用工具,通过压力把金属材料制出所需形状的零件或制品,这种专用工具统称为五金模具。我们日常生产、生活中所使用到的各种工具和产品,大到机床的底座、五金模具五金模具机身外壳,小到一个胚头螺丝、纽扣以及各种家用电器的外壳,无不与模具有着密切的关系。模具的形状决定着这些产品的外形,模具的加工质量与精度也就决定着这些产品的质量。因为各种产品的材质、外观、规格及用途的不同,模具分为了铸造模、锻造模、压铸模、冲压模等非塑胶模具,以及塑胶模具。沿封闭或敞开的轮廓线使材料产生分离的。如落料模、冲孔模、切断模、切口模、切边模、剖切模等。弯曲模 使板料毛坯或其他坯料沿著直线(弯曲线)产生弯曲变形,从而获得一定角度和形状的工件的模具。拉深模 是把板料毛坯制成开口空心件,或使空心件进一步改变形状和尺寸的模具。成形模 是将毛坯或半成品工件按图凸、凹模的形状直接复制成形,而材料本身仅产生局部塑性变形的模具。
如胀形模、缩口模、扩口模、起伏成形模、翻边模、整形模等。折叠 工序组合单工序模 在压力机的一次行程中,只完成一道冲压工序的模具。)级进模(也称连续模) 在毛坯的送进方向上,具有两个或更多的工位,在压力机的一次行程中,在不同的工位上逐次完成两道或两道以上冲压工序的模具。连续模(级进模), 压力机在一次冲压行程中,采用带状冲压原材料,在一副模具上用几个不同的工位同时完成多道冲压工序的冷冲压冲模,模具每冲压完成一次,料带定距移动一次,至产品完成。连续模在冲压过程中材料料带始终向一个方向运动;模具内部料带切断后向两个或者两个以上方向运动的叫级进模;料带送料在模具内部完成的叫自动连续模;在一个冲压生产链上用不同工艺的冲压模具用机械手或其他自动化设施,采用模具或者零件移动完成工件冲压加工额定模具叫多工位模。
四、冲压模具怎么设计能让钣金毛刺少点或者没有?
冲裁件毛刺高低的直接和首要影响因素是上下(凸凹)刃口间隙,其次是压料、上下刃口侧面与冲裁断面的摩擦,冲裁速度、模具使用发热、震动等等。
--------------
刃口间隙的决定因素是冲裁件的材质与厚度,具体所取数值需手册,手册上给的数值为经验数值,对于普通手册值一般稍偏向与小间隙冲裁(同时制造上也会留有磨损量),此时的断面结构为大约1/3或稍大为光亮带,其余为断裂带和塌角,带少微小毛刺或稍大毛刺(这种小间隙导致毛刺特征是毕竟容易掉落、基本上一抹就掉),随着使用磨损间隙增加,毛刺降低(稍小间隙)》基本无毛刺(最合适间隙)》毛刺大(大间隙、过大间隙、此时毛刺比较硬,不易掉),以上是磨损导致的间隙改变比如说冲孔时的凸模圆角尤其重要,改善措施主要是:1、提高上下刃口工作部分的表面侧面光洁度,改善润滑条件。2.在满足措施1的同时提高刃口镶块的硬度,可以从材料和热处理两方面入手或者可以考虑在工作部分增加镀覆层如TiC。3、在最初制造的时候上下模配做,冲孔用冲头定凹模,凹模放间隙、落料由凹模定凸模,凸模放间隙,这样可以尽量的保证间隙的均匀。另外对凸凹模具的上下平行度,平面度,和冲头的同轴度都应该提出要求。模具制造装配阶段一定要保证定位的准确性和牢固,销钉与孔的配合一定要合理,采用过渡配合,可稍偏向于过盈对于稍大的零件可以考虑多加销钉,并要考虑工作时受力情况。后期使用维修的时候要注意销钉螺钉的松、紧顺序。尽量要保证冲头凹模同心4、导向方面一定要做好,要不然上面说的都白搭,这个不用多说,然后是机床精度如平行度和垂直度方面不说保证出厂精度但需要至少在一个可以接受的范围内。
如果对断面质量要求很高,那么可以考虑采用精冲,和无毛刺冲裁,但这势必增加成本,对于普通冲裁来说做到无毛刺基本比较困难。这样的话可以考虑在后期加工去毛刺的方法,比方手工去毛刺,和用振动筛去毛刺等。
学识有限,欢迎批评指正。
以上就是小编对于金属外壳冲压模具设计规范_金属外壳冲压模具设计规范标准问题和相关问题的解答了,金属外壳冲压模具设计规范_金属外壳冲压模具设计规范标准的问题希望对你有用!
免责声明: 1、文章部分文字与图片来源网络,如有问题请及时联系我们。 2、因编辑需要,文字和图片之间亦无必然联系,仅供参考。涉及转载的所有文章、图片、音频视频文件 等资料,版权归版权所有人所有。 3、本文章内容如无意中侵犯了媒体或个人的知识产权,请联系我们立即删除,联系方式:请邮件发送至 cnc1698@l63.com







 利润增长的黄金比例!电子产品外壳设计成本数字优化攻略
利润增长的黄金比例!电子产品外壳设计成本数字优化攻略 数码产品外壳定制,省成本新战略曝光!你绝对不能错过
数码产品外壳定制,省成本新战略曝光!你绝对不能错过 产品工业设计是要快速落地,不是花拳绣腿
产品工业设计是要快速落地,不是花拳绣腿 10款被网友疯狂转发创意产品设计
10款被网友疯狂转发创意产品设计 产品设计需要了解镀涂层检验标准
产品设计需要了解镀涂层检验标准 一份用钱都买不到的三防产品结构设计资料
一份用钱都买不到的三防产品结构设计资料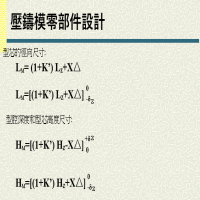 产品设计要有模具思维-壓鑄模零部件設計
产品设计要有模具思维-壓鑄模零部件設計 专业外壳设计公司的案例分享(外壳外观设计)
专业外壳设计公司的案例分享(外壳外观设计) 铸铝外壳设计的关键要素(铸铝外壳设计的关键要素有哪些)
铸铝外壳设计的关键要素(铸铝外壳设计的关键要素有哪些) 创意定制电子外壳解析(电子 外壳diy)
创意定制电子外壳解析(电子 外壳diy) 金属外壳天线设计指南(金属外壳天线设计指南最新)
金属外壳天线设计指南(金属外壳天线设计指南最新) 通用外壳设计的国际标准与认证解读(标准式外壳 壳体厂家)
通用外壳设计的国际标准与认证解读(标准式外壳 壳体厂家) 高效产品塑料外壳设计指南(塑料外壳加工工艺)
高效产品塑料外壳设计指南(塑料外壳加工工艺) 关注官方微信
关注官方微信


